


Coût du revêtement de géomembrane
Imperméabilité de pointe
Durabilité et résistance renforcées
Conformité durable et réglementaire
Installation économique
Fiabilité du système climatique II
1. Introduction
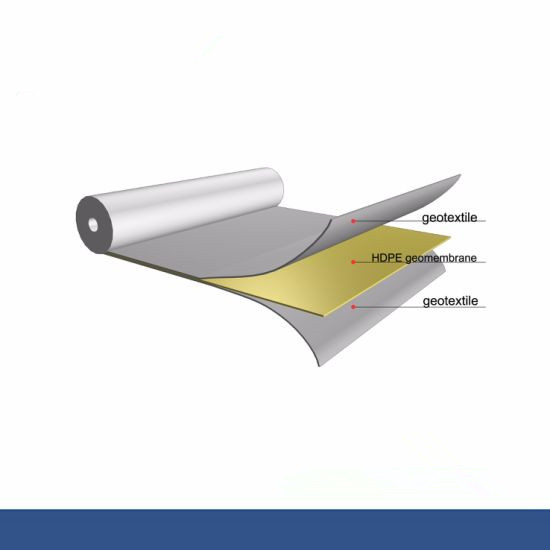
géomembrane composite—souvent désignée sous le nom de « géocomposite » dans les milieux de l'ingénierie internationale—Cette solution géosynthétique intégrée haut de gamme est conçue en associant des couches de géomembrane imperméables (PEHD, PEBDL ou PVC comme substrats principaux) à des géotextiles de renforcement non tissés/tissés (polypropylène/polyester) par des procédés avancés de thermolamination, de collage ou d'aiguilletage. Elle combine les performances de barrière des géomembranes avec la résistance structurelle, la filtration et les propriétés protectrices des géotextiles, offrant ainsi une solution tout-en-un répondant aux exigences rigoureuses des projets d'infrastructure, environnementaux et industriels internationaux. Conforme aux normes internationales reconnues (ASTM D751, EN 13763, ISO 10713), elle est devenue la solution de référence pour les ingénieurs, les entrepreneurs et les maîtres d'ouvrage du monde entier.—Reconnue pour sa fiabilité dans des climats variés et pour des applications critiques.

2. Principaux avantages (performance reconnue mondialement)
•Imperméabilité de pointe : présente une perméabilité ultra-faible (≤1×10⁻10m/s pour les composites à base de PEHD), dépassant les exigences de contrôle des infiltrations des réglementations environnementales strictes (par exemple, la directive européenne sur les décharges, l'EPA américaine, l'EPA australienne) pour contenir le lixiviat, les produits chimiques et les eaux souterraines.
•Durabilité et résistance renforcées : La couche géotextile améliore la résistance à la traction (≥résistance à la déchirure (25 kN/m) et protection contre la perforation—protéger la membrane interne des dommages liés à la construction (par exemple, les particules de sol pointues, les engins lourds) et prolonger sa durée de vie à plus de 50 ans dans les applications typiques, conformément aux objectifs à long terme des infrastructures.
•Fiabilité en climat extrême : Fonctionne parfaitement dans des conditions extrêmes—maintenir la flexibilité à des températures inférieures à zéro (-30°C) pour les projets nordiques et canadiens, et la stabilité thermique dans les déserts brûlants du Moyen-Orient et d'Australie (jusqu'à 60 °C).°C) sans fissures ni fragilité.
•Installation économique : légère (3–8 kg/m²Facile à manipuler, il est compatible avec le soudage à air chaud (pour les thermoplastiques) afin de créer des joints invisibles. Il s'adapte aux supports irréguliers, réduisant ainsi les coûts de préparation du chantier.—un atout majeur pour les projets dans les marchés émergents où les chantiers de construction sont moins bien aménagés.
•Conformité durable et réglementaire : Fabriqué à partir de matériaux recyclables à faible teneur en COV, ce produit s’inscrit dans les initiatives mondiales de développement durable (Pacte vert pour l’Europe, certification LEED aux États-Unis, ISO 14001). Il répond aux normes de sécurité pour le contact avec l’eau potable (FDA, directive européenne sur l’eau potable) et aux applications sensibles à l’environnement, telles que la restauration des zones humides.
3. Applications clés globales (cas d'utilisation spécifiques à chaque région)
•Protection de l'environnement : Revêtements et systèmes de couverture des décharges (Europe)'réaménagement de friches industrielles, sites de déchets municipaux américains, projets de décharges industrielles asiatiques) pour prévenir la contamination des sols/eaux souterraines ; revêtements de bassins de résidus miniers (mines de charbon australiennes, mines de lithium sud-américaines) et assainissement des sites contaminés.
•Gestion des ressources en eau : revêtements de réservoirs, de canaux et d’irrigation (régions où l’eau est rare : Sud-Ouest américain, Moyen-Orient, Afrique du Nord) pour la conservation de l’eau ; barrières anti-inondations (défense côtière européenne, zones sujettes à la mousson en Asie du Sud-Est) et projets de remblaiement côtier (Dubaï, Singapour).
•Infrastructures civiles : Étanchéité des tunnels et métros (métro de Tokyo, Crossrail de Londres, Dubaï)'réseaux souterrains) ; barrières de sous-couche routière et ferroviaire (autoroutes nord-américaines, lignes ferroviaires à grande vitesse européennes) pour contrôler les infiltrations d'eau souterraine et améliorer la stabilité structurelle.
•Projets industriels et énergétiques : confinement secondaire des réservoirs de stockage de produits chimiques (raffineries UE/États-Unis), lit de pose des oléoducs/gazoducs (oléoducs arctiques russes) et installations d’énergies renouvelables (revêtements de sites de fermes solaires, digesteurs de biogaz européens) pour la prévention des fuites.
•Agriculture et aquaculture : Bâches à haut rendement pour étangs piscicoles (Norvège, Chili)'des barrières pour les fermes salmonicoles (Asie du Sud-Est) et des revêtements pour les canaux d'irrigation (Inde, Afrique) afin de minimiser les pertes d'eau et d'améliorer la productivité des cultures et des milieux aquatiques.

4. Processus de fabrication international (respect des normes mondiales)
1. Approvisionnement mondial et assurance qualité des matières premières : Les résines de haute qualité (PEHD provenant de fournisseurs européens et américains, PEBDL provenant de producteurs du Moyen-Orient) et les géotextiles sont sélectionnés pour leur qualité constante, et font l’objet de tests rigoureux de pureté, de résistance aux UV et de propriétés mécaniques.—assurer la conformité aux normes régionales en matière de matériaux.
2. Extrusion de géomembrane : Les résines sont fondues à 180 °C.–220°C, extrudé à travers des filières en T de précision et refroidi par des rouleaux refroidis à l'eau pour former des feuilles de membrane uniformes (0,3–(épaisseur de 3,0 mm)—un processus optimisé pour la précision dans les usines de fabrication européennes et nord-américaines.
3. Préparation des géotextiles : Les géotextiles non tissés/tissés subissent un prétraitement (corona ou plasma) pour améliorer l’adhérence, puis leur poids en grammes est contrôlé (100–400 g/m²) et la résistance à la traction pour répondre aux exigences spécifiques du projet (par exemple, une résistance plus élevée pour les infrastructures à charges lourdes en Amérique du Nord).
4. Lamination avancée : Les couches sont collées par lamination thermique (méthode la plus courante dans la production mondiale) ou par des adhésifs haute résistance écologiques (pour les composites PVC spéciaux), le collage sur toute la surface étant assuré par une pression et une température contrôlées par ordinateur.—éliminer les bulles ou le délaminage.
5. Contrôle qualité (conformité globale) : des laboratoires tiers (SGS, Intertek, Bureau Veritas) effectuent des tests rigoureux : perméabilité, résistance au pelage (≥1,5 N/mm), résistance à la traction et résistance au vieillissement aux UV—Nous vérifions la conformité aux normes ASTM (États-Unis), EN (UE) et JIS (Japon). Un rapport d'essai est joint à chaque envoi pour le dédouanement et la réception par le client.
6. Emballage et logistique mondiale : Rouleaux finis (largeurs standard : 3–8 m, longueurs : 50–Les rouleaux de 100 m sont conditionnés dans un emballage résistant aux UV et à l'humidité afin de supporter le transport maritime longue distance. Chaque rouleau est étiqueté avec le numéro de lot, les certifications et les spécifications techniques.—faciliter la traçabilité des projets à l'échelle mondiale.




